Table of Contents
Repeatability Performance of ASI Stages
Microscope stages are often used in demanding applications where the stage’s ability to return precisely to a given location is a requirement. ASI stages may be equipped with either standard rotary shaft encoders on the drive motors, or high precision linear encoders on the stage plates themselves. The stage controller has an anti-backlash routine which can be used to advantage for precision movement. This technical note will explore how these factors can affect the performance of the ASI MS2000 stage.
Definitions
Unidirectional repeatability
The ability of the stage to return to a given point, always coming from the same previously defined point. The value specified is the standard deviation of many moves to the same point.
Bi-directional repeatability
The ability of the stage to return to a given point coming from a random previous point. The value specified is the standard deviation of many moves from random directions to the same point.
Backlash
Systematic error created by lost motion in the drive mechanism that appears when changing direction.
Absolute accuracy
The ability of the stage to move precisely the distance commanded. The value specified is given as a fraction of the move distance.
Test Methods
All ASI stages undergo stringent optical performance testing before they are shipped. Optical testing methods can give the best local repeatability and backlash measurements. Our test methods use a x100 microscope objective with the ASI VM-2000 video microscope and a CCD camera controlled by a software package that can take measurements off of the CCD images. Using this equipment we can measure position to an accuracy of <20nm. Typically, a diffraction limited speck of dust is the target image. The position of the center-of-mass of the target is measured after various move commands.
Comparison with Linear Encoders
Figures 1 and 2 below show typical test results where the accuracy of the stage is compared with linear encoders that act as the standard. The graphs are actually the overlay of six runs back and forth. In Figure 1 there is some backlash in the system that shows up as the open area between the run up and the run back as the stage is cycled. The fundamental cyclical nature of the error signal is due to systematic turn-to-turn errors of the leadscrew; in this case, it has about a 5 m amplitude. On this stage, the leadscrew pitch was 1.6mm, so the cyclical error repeats with the same period. The rest of the deviation is due to errors in the leadscrew. The stage shows excellent unidirectional repeatability by the fact that the six runs fall point-for-point on top of one another.


The same stage, tested with the controller’s anti-backlash algorithm turned ON, is shown in Figure 2. The hysteresis present in Figure 1 almost disappears. Now the bi-directional repeatability, before limited to about 5μm by the system backlash, is less than 1 μm. The unidirectional repeatability in both cases was measured to have standard deviation of less than 0.25 μm.
These tests with the linear encoder are best for quantifying the errors due to imperfections in the leadscrew. They can also provide a measure of accuracy across the full range of motion of the stage. The drawback to these checks, however, is that they are not very closely related to how a microscope stage is actually put to use. Our optical tests use the stage in conjunction with a high power microscope, and hence more closely mimic a demanding microscope stage application.
Optical Bi-directional Repeatability Test
For this test we choose a suitable dust spec in the video image as the target position on the slide and establish the initial image as the “home” position. We then make a series of moves in random directions of a given radius, always returning to the home position after the move. Another video image is recorded, as is the position in the image of the original dust spec. In this way, the coordinates of the dust spec provide a way of tracking the stage error each time it returns to the home position. Figure 3 shows the relative coordinates of the dust spec after returning home from 20 moves of 1.1mm radius in random directions for several different configurations.

Note how without the backlash correction, the stage “stops short” of its desired location by several microns, depending upon which direction it has come from. This is the characteristic pattern for a fixed amount of lost motion on each axis. The return locations cluster much tighter when the anti-backlash algorithm is used, Figure 3(b). The best results are obtained with linear encoders, as shown in Figure 3©.
We quantify the point spread of the return locations with the standard deviation for both the X and Y directions. Figure 4 shows a plot of the standard deviation of the return position as a function of the previous move radius.


It is apparent that the repeatability is better if the moves are smaller. Further improvement can be obtained if linear encoders are used. Figure 5 shows typical data for a linear encoder stage.

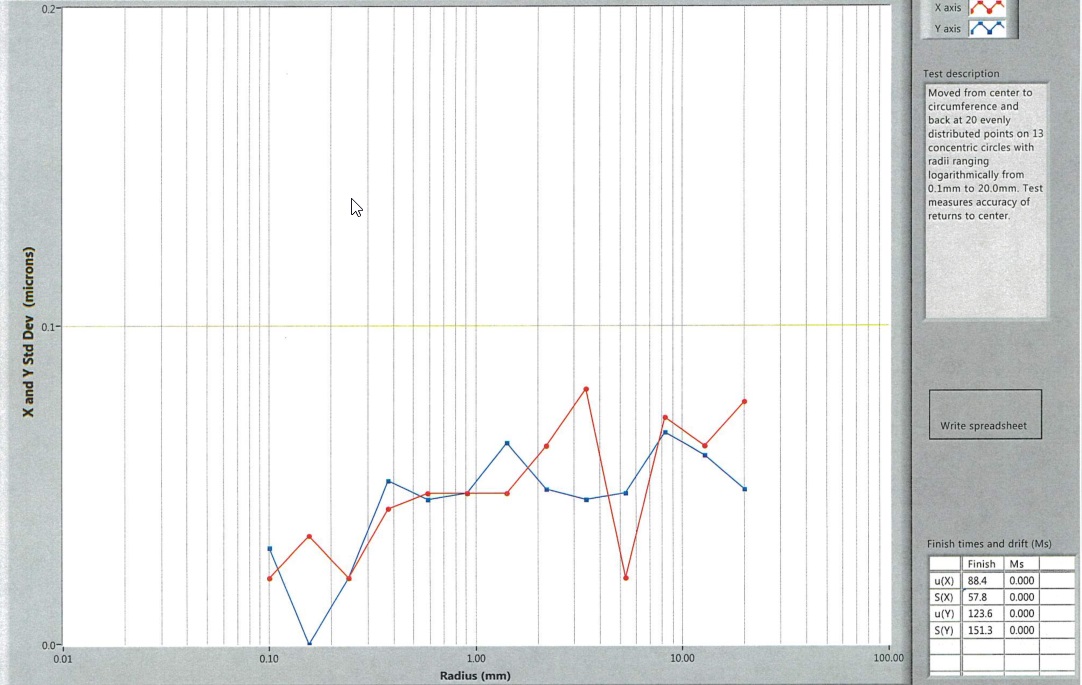
With the linear encoders, the data now show a difference between the X and Y axis. The X & Y axis repeatability is less 150 nm for all but the largest moves. This data in Figure 5 was from our very stable MS4000 stage. Inverted stages can show slightly larger repeatability errors on the Y-axis because the crossed roller bearings are slightly shorter and are spaced further apart than the X-axis.
Optical Grid Pattern Test
This test tracks an imaged dust spec about the field of view of the video microscope and records the position as the stage is scanned in uniform grid pattern. The scan can be repeated several times to determine repeatability. Uniformity of the grid pattern qualitatively shows the stage accuracy.
